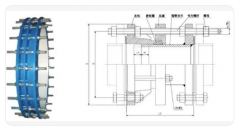
法蘭制造流程

鐓粗時的側表面裂紋和內部組織不均勻都是由于變形不均勻引起的,其原因是表面摩擦和溫度降低。因此,為保證內部組織均勻和防止側表面裂紋產生,應當采取合適的變形方法以改善或消除引起變形不均勻的因素。通常采取的工藝措施如下。
(1)使用潤滑劑和預熱工具。為降低工具與坯料接觸面的摩擦力,鐓粗低塑性材料時采用玻璃粉、玻璃棉和石墨粉等潤滑劑,為防止變形金屬很快地冷卻,鐓粗用的工具應預熱至200℃-300℃。

(2)采用凹形毛坯。法蘭低塑性材料的大型鍛件時,鐓粗前將坯料壓成凹形,所示,可明顯提髙法蘭鐓粗時允許的變形程度。這是因為凹形坯料鐓粗時,沿徑向產生壓應力 分量,對側表面的縱向開裂起阻礙作用,并減小鼓形,使坯料變形均勻。獲得側凹坯料的方法有鉚鐓、疊鐓。
(3)采用鉚鐓、疊鐓和套壞內鐓粗。
①鉚鐓就是預先將坯料端部局部成形,再重擊鐓粗把內凹部分鐓出,對于小坯料,先將坯料斜放,輕擊,旋轉鍛成所示的形狀。
②疊鐓是將兩件法蘭疊起來鐓粗,形成鼓形,如圖所示,然后翻轉鍛件繼續鐓粗消除鼓形,不僅能使變形均勻,而且能顯著地降低變形抗力。這種方法主要用于扁平的圓盤鍛件。
③在套環內鐓粗這種方法是在坯料的外圈加一個族鋼外套,靠套環的徑向壓力來減小坯料的切向拉應力,鐓粗后將外套去掉。

上述工藝措施均會使坯料沿側表面有壓應力分量產生,因此產生裂紋的傾向顯著降低,又由于坯料上、下端面部分也有較大的變形,故不再保留鑄態組織。
(4)采用軟金屬墊鐓粗。熱鐓粗較大的低塑性法蘭時,在工具和鍛件之間放置一塊溫度不低于述料溫度的軟金屬墊板(一般采用碳素鋼),使鍛件不直接受到工具的作用。由于軟墊的變形抗力較低,優先變形并拉著鍛件徑向流動,結果鍛件的側面內凹。當繼續鐓粗時,軟墊直徑增大,厚度變薄,溫度降低,變形抗力增大,鐓粗變形便集中到鍛件上,使側面內凹消失,呈現圓柱形。再繼續鐓粗時,可獲得變形程度不大的鼓形。