法蘭制造流程

大型法蘭加工制造工藝的研究
材料:不銹鋼 碳鋼 合金鋼
交期:標(biāo)準(zhǔn)法蘭常年現(xiàn)貨
描述:聯(lián)系站長(zhǎng)免費(fèi)領(lǐng)取法蘭標(biāo)準(zhǔn)及重量表
規(guī)格: DN20-DN3000
在線咨詢(xún) 交期:標(biāo)準(zhǔn)法蘭常年現(xiàn)貨
描述:聯(lián)系站長(zhǎng)免費(fèi)領(lǐng)取法蘭標(biāo)準(zhǔn)及重量表
規(guī)格: DN20-DN3000
-
大型法蘭作為密封和緊固連接件在航天航空及 石油"化工等領(lǐng)域的大型容器中有著廣泛的應(yīng)用。 盡管不考慮加工能力的問(wèn)題對(duì)于大型法蘭由于 其尺寸過(guò)于龐大僅由于運(yùn)輸上的原因就使得大 型法蘭的整體加工是不可能的必須分瓣加工。通 常情況下總是將大法蘭分成若干弧段進(jìn)行加工。 首先將毛坯鍛成方坯然后冷彎成弧段退火去 應(yīng)力熱處理后拼成整圓在立車(chē)上加工到設(shè)計(jì)的形 狀和尺寸最后運(yùn)至施工現(xiàn)場(chǎng)再將若干弧段組焊 成完整的法蘭并與壓力容器組焊。

對(duì)于一些大型壓力容器上使用的與封頭相連的 法蘭為了保證法蘭密封面的平面度和加工精度 在采取了上述的法蘭加工工藝完成法蘭本體加工 將法蘭與封頭焊接在一起之后還應(yīng)在大型立式車(chē) 床上再進(jìn)行法蘭密封面的精加工。 圖為我國(guó)空間模擬器的大法蘭的結(jié)構(gòu) 示意圖。整個(gè)法蘭是由$段拼焊成圓形為了加 工封頭上的法蘭平面將大封頭裝夾在直徑為的立式車(chē)床上。由于真空密封的需要粗糙度要求 達(dá)到 。由于大型立式車(chē)床的精度限制不可能達(dá) 到這一要求因此又采用了特別拋光輪拋光了 密封槽和密封面.
圖"為載人航天空間環(huán)境模擬器的照片在該容器直徑",的法蘭盤(pán)制造中采用以下工藝路線’鍛坯壓彎拼接成整圓半精車(chē)加工。運(yùn)至工地。組 焊 成 完 整 的 法 蘭 。 與 容 器 焊 接 。 現(xiàn) 場(chǎng) 精 加工。圖A為", 法蘭截面圖該法蘭的粗加工采用的是傳統(tǒng)的加工工藝由于鍛坯需經(jīng)過(guò)彎曲"粗車(chē)然后再精加工彎曲時(shí)截面尺寸略有畸變但不影響粗車(chē)加工由于粗車(chē)加工后內(nèi)外徑及長(zhǎng)頸法蘭尺寸均已到位精車(chē)時(shí)僅在施工工地加工密封槽和密封面故只在該方向上留了的精加工余量以補(bǔ)償由于焊接面外變形。

沿法蘭徑向取單邊沿高 度 方 向 單 邊 取 作 為 鍛 造 余 量。為了減少現(xiàn)場(chǎng)的焊接工作量和由于兩端的直邊造成首先根據(jù)法蘭尺寸大小每個(gè)法蘭由段或若干段組成在鋼廠直接鍛成方坯法蘭鍛件在粗加工前需經(jīng)超聲波探傷檢測(cè)而后鍛坯可以在龍門(mén)刨上完成工件的粗加工包括各個(gè)型面及密封槽并預(yù)留一定的精加工余量然后通過(guò)精密彎曲來(lái)成形法蘭段精密彎曲成形過(guò)程中為防止彎曲過(guò)程中可能產(chǎn)生的扭曲現(xiàn)象采用了兩個(gè)法蘭段成對(duì)進(jìn)行彎曲的工藝方案"法蘭段運(yùn)至現(xiàn)場(chǎng)后需通過(guò)合理的焊接工藝措施選擇適當(dāng)?shù)暮附禹樞蚝头较騺?lái)控制焊接變形"組焊后的整個(gè)法蘭經(jīng)焊縫熱處理后與筒體進(jìn)行焊接裝配最后通過(guò)現(xiàn)場(chǎng)的精加工來(lái)保證加工精度這樣可以免去大型立車(chē)所需的昂貴的加工費(fèi)用同時(shí)加工周期也大為降低為法蘭加工工藝流程圖"控制法蘭的平面度與密封槽底部的平面度是大型法蘭加工工藝的主要目標(biāo)根據(jù)以往經(jīng)驗(yàn)"由于道路。車(chē)輛以及運(yùn)過(guò)程振動(dòng)引起的變形等問(wèn)題整體加工后運(yùn)至現(xiàn)場(chǎng)安裝往往很難實(shí)現(xiàn)例如用大立車(chē)進(jìn)行整體加工"其機(jī)床的尺寸加工精度是可行的"但其裝夾變形誤差遠(yuǎn)大于機(jī)床誤差整體工件的運(yùn)輸過(guò)程中車(chē)輛的振動(dòng)使工件發(fā)生很大的變形如,整體法與整體封頭焊后"之多因此"必然需考慮合適的加工方案來(lái)進(jìn)行大型法蘭的現(xiàn)場(chǎng)精加工現(xiàn)場(chǎng)的精加工用裝備在

需滿(mǎn)足高精度的同時(shí)"必須減少現(xiàn)場(chǎng)加工量"如大直徑法蘭在現(xiàn)場(chǎng)僅精加工密封槽及密封面
YPQ法蘭與某風(fēng)洞法蘭制造上已得到證實(shí)"在現(xiàn)場(chǎng)用小機(jī)床加工大型零件實(shí)踐證明是行之有效"既好又快又省在 YPQ法蘭與某風(fēng)洞法蘭上已得到證實(shí)法蘭平面度達(dá)。風(fēng)洞中法蘭達(dá)
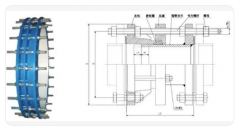
多功能機(jī)床的本體通過(guò)橫梁和滾輪直接安裝并夾緊在工件上"銑削平面時(shí)"機(jī)床本體處于夾緊狀態(tài)"銑刀沿工件徑向完成一次銑削后"松開(kāi)夾緊輪"將機(jī)床沿工件圓周方向移動(dòng),。??"再次夾緊機(jī)床本體于工件上"重復(fù)前述加工工藝切削深度靠測(cè)量裝置測(cè)量結(jié)果加以調(diào)整"以保證整個(gè)法蘭盤(pán)的平面度要求由于法蘭密封面的平面度和表面粗糙度要求很高"因此"機(jī)床不僅要能進(jìn)行銑削精加工"還應(yīng)該能夠完成磨削。珩磨。拋光等精整加工精加工時(shí)"機(jī)床本體可通過(guò)滾輪帶動(dòng)"沿工件圓周方向繞工件圓心做連續(xù)回轉(zhuǎn)運(yùn)動(dòng)"從而可以完成連續(xù)磨削和拋光工"以達(dá)到要求的平面度和粗糙度機(jī)床的結(jié)構(gòu)簡(jiǎn)圖如圖,所示"將圖,中的測(cè)量裝置換成銑削裝置或者其他精整裝置"便可以進(jìn)行相應(yīng)的精加工或精整加工加工密封槽時(shí)"先使立銑刀沿法蘭徑向進(jìn)行一定深度的銑削"然后"使機(jī)床再沿工件圓周方向運(yùn)動(dòng)"對(duì)大法蘭進(jìn)行環(huán)向連續(xù)銑削"機(jī)床沿大法蘭運(yùn)動(dòng)一周"即完成一次加寬密封槽的銑削加工"分別對(duì)大法蘭密封槽的內(nèi)柱面進(jìn)行切削"直至達(dá)到設(shè)計(jì)要求。