法蘭制造流程


結(jié)構(gòu)簡(jiǎn)單的法蘭堆焊裝置
材料:不銹鋼 碳鋼 合金鋼
交期:標(biāo)準(zhǔn)法蘭常年現(xiàn)貨
描述:聯(lián)系站長(zhǎng)免費(fèi)領(lǐng)取法蘭標(biāo)準(zhǔn)及重量表
規(guī)格: DN20-DN3000
在線咨詢 交期:標(biāo)準(zhǔn)法蘭常年現(xiàn)貨
描述:聯(lián)系站長(zhǎng)免費(fèi)領(lǐng)取法蘭標(biāo)準(zhǔn)及重量表
規(guī)格: DN20-DN3000
-
化工行業(yè)生產(chǎn)過程中許多物料都有腐蝕性, 不少化工設(shè)備為達(dá)到耐腐蝕而采用不銹鋼材料。 但厚壁壓力容器整體采用不銹鋼材料需消耗大量 貴金屬,增加設(shè)備造價(jià)。為能達(dá)到節(jié)約能源、減 少貴金屬消耗、降低成本的目的,化工設(shè)備制造 中經(jīng)常采用簡(jiǎn)體內(nèi)部整體堆焊不銹鋼襯里的方 法。在缺乏自動(dòng)化堆焊設(shè)備時(shí)均采用手工焊堆 焊。手工堆焊一是效率低,加工周期長(zhǎng),工期不 易保證:二是焊縫成形不好,質(zhì)量不易控制,容 易出現(xiàn)焊接缺陷;三是工人要長(zhǎng)時(shí)間承受高溫輻 射,操作環(huán)境惡劣,勞動(dòng)強(qiáng)度大。

隨著科學(xué)技術(shù)的發(fā)展及新設(shè)備新產(chǎn)品的研 發(fā),現(xiàn)在大多采用了機(jī)械化堆焊,尤其是帶極堆 焊。帶極堆焊有較高的熔敷速度,堆焊層成形良 好特別是表面質(zhì)量?jī)?yōu)良。對(duì)需要堆焊的平面及內(nèi) 筒壁采用帶極堆焊,可大大提高堆焊效率和質(zhì) 量。 采用帶極堆焊容器筒體時(shí)比較容易施工,只 要把筒體放在兩個(gè)滾輪架上就可以利用滾輪架和 帶極堆焊機(jī)完成不銹鋼襯里的堆焊。但在堆焊較 大的法蘭或接管不銹鋼襯里時(shí),由于法蘭或接管 的軸向長(zhǎng)度較短,只能有放一個(gè)滾輪架的長(zhǎng)度, 無法放到兩個(gè)滾輪架上轉(zhuǎn)動(dòng),這時(shí)要采用大型變 位器,將法蘭放在變位器上做周向轉(zhuǎn)動(dòng),才能使 帶極堆焊機(jī)完成對(duì)法蘭內(nèi)徑的堆焊。但采購大型 變位器,資金花費(fèi)較大,硬件設(shè)備投資大,增加 了企業(yè)的生產(chǎn)成本,對(duì)設(shè)備生產(chǎn)廠家不利。
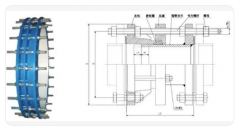
現(xiàn)采用一種新的帶極堆焊裝置,可完成對(duì)法蘭或接管的有效連接和固定,使法蘭利用兩個(gè)滾 輪架而順利地滾動(dòng),以便于帶極堆焊機(jī)完成對(duì)法 蘭或接管的內(nèi)壁襯里的堆焊,高效地完成堆焊工 序。這種帶極堆焊裝置結(jié)構(gòu)簡(jiǎn)單,投資少,只需 幾種規(guī)格的工裝就可完成大部分法蘭與接管的堆 焊焊接工作。主要結(jié)構(gòu)為一段長(zhǎng)度為1.5m左右、 圓度相對(duì)較高的工裝筒節(jié)以及用來連接工裝筒節(jié) 和法蘭的連接板,數(shù)量最少要6個(gè),結(jié)構(gòu)如圖1所 示。選用的工裝筒節(jié)可以比法蘭直徑大,也可比 法蘭直徑小,只要能夠與法蘭焊接后保證平衡和 正常轉(zhuǎn)動(dòng)就可以了,必要時(shí)也可在工裝筒節(jié)的另 一端臨時(shí)焊接一個(gè)法蘭進(jìn)行配重,以保證簡(jiǎn)體兩 端重量的平衡。

堆焊前選用一個(gè)長(zhǎng)度和重量相對(duì)法蘭較合 適的工裝筒節(jié),先利用連接板將工裝筒節(jié)與法蘭 焊接在一起,這時(shí)法蘭與工裝簡(jiǎn)節(jié)軸向連接為一 體,中心線重合,即相當(dāng)于一端焊有設(shè)備法蘭的 簡(jiǎn)體。焊接連接時(shí)應(yīng)盡量保證工裝筒節(jié)與法蘭的同軸度,使工裝筒節(jié)轉(zhuǎn)動(dòng)時(shí)法蘭無徑向移動(dòng)現(xiàn) 象,保證堆焊過程中法蘭內(nèi)壁與帶極堆焊機(jī)的機(jī) 頭位置相對(duì)穩(wěn)定,不致出現(xiàn)間隙過大或過小的現(xiàn) 象。堆焊前將工裝筒節(jié)吊裝到滾輪架上,兩個(gè)滾 輪架軸向要平行,使工裝筒節(jié)轉(zhuǎn)動(dòng)過程中不能有 軸向偏斜現(xiàn)象,這時(shí)待堆焊的法蘭或接管在工裝 筒節(jié)的一端,調(diào)整好滾輪架的轉(zhuǎn)速和帶極堆焊機(jī) 的焊接參數(shù),啟動(dòng)滾輪架和堆焊機(jī),使法蘭在工 裝筒節(jié)的帶動(dòng)下相對(duì)于堆焊機(jī)的機(jī)頭做勻速運(yùn) 動(dòng),完成堆焊機(jī)對(duì)法蘭內(nèi)壁的堆焊。因?yàn)榉ㄌm與 工裝筒節(jié)連接時(shí)嚴(yán)格控制了同軸度,法蘭轉(zhuǎn)動(dòng)時(shí) 內(nèi)壁與機(jī)頭的位置相對(duì)穩(wěn)定,這就保證了堆焊的不銹鋼襯里各層焊道間距一致,堆焊層厚度均 勻,堆焊層質(zhì)量合格。
這種新的用于法蘭或接管的法蘭堆焊裝置, 結(jié)構(gòu)簡(jiǎn)單且無需購置新設(shè)備,設(shè)備投資很小。加 工完成的堆焊襯里效率高、成本低,可明顯提高 產(chǎn)品質(zhì)量和加工效率,具有較高的經(jīng)濟(jì)效益和社 會(huì)效益。