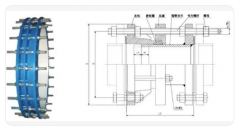
法蘭制造流程


彎頭的成型方法
材料:不銹鋼 碳鋼 合金鋼
交期:標(biāo)準(zhǔn)產(chǎn)品常年現(xiàn)貨
描述:聯(lián)系站長免費(fèi)領(lǐng)取相關(guān)標(biāo)準(zhǔn)及重量表
規(guī)格: DN20-DN3000
在線咨詢 交期:標(biāo)準(zhǔn)產(chǎn)品常年現(xiàn)貨
描述:聯(lián)系站長免費(fèi)領(lǐng)取相關(guān)標(biāo)準(zhǔn)及重量表
規(guī)格: DN20-DN3000
-
彎頭是各種管道、管線中常用的一種元件, 被廣泛應(yīng)用于石油、天然氣、煤氣、化工原料、 水及某些固體物料等的輸送管道中。在管道系 統(tǒng)所使用的全部管件中,彎頭所占比例最大,約 為80%。不同材料、壁厚的彎頭選用成形工藝 各異,金屬彎頭常用的成形工藝有推制、沖壓、 擠壓等。其中,推制成型是彎頭成型中最常用 的方法。它采用專用彎頭推制機(jī)、彎頭成型芯 棒和加熱裝置(有些材料不需要加熱),使套在 模具上的坯料管在推制機(jī)的推動(dòng)下向前運(yùn)動(dòng), 在運(yùn)動(dòng)中被加熱(視材料而定)、擴(kuò)徑并彎曲成 形的過程。在彎頭成型過程中,彎頭成型芯棒是不可缺少的彎頭成型模具。目前的彎頭推制 工藝要求在公稱直徑和曲率半徑相同的情況下, 壁厚不同就必須使用不同外徑尺寸的彎頭成型 芯棒。在生產(chǎn)過程中,根據(jù)彎頭壁厚、規(guī)格需 頻繁更換彎頭成型芯棒.生產(chǎn)效率較低且模具 數(shù)量較大、成本較高。本文采用一種新型的成 型方法以解決彎頭推制成型時(shí)存在的問題。
一、成型過程 彎頭成型包括以下步驟: (1)選擇定型段外徑大于成品彎頭內(nèi)徑芯棒,其中定形段的外徑=成品彎頭外徑一2×(0.5 一1倍成品彎頭壁厚)。
(2)選擇與成品彎頭的體積、壁厚相同的 管坯料。
(3)用芯棒對(duì)管坯進(jìn)行推制.得到外徑大 于等于成品彎頭外徑,壁厚與成品彎頭壁厚相 同的半成品彎頭。
(4)選擇模腔尺寸與成品彎頭尺寸相同的 彎頭成型模具,包括上模與下模。
(5)將外徑大于成品彎頭的半成品彎頭平 放,沿垂直于半成品彎頭曲率半徑方向?qū)氤?品彎頭壓制成截面為橢圓環(huán)形的彎頭.如圖1 所示,橢圓環(huán)的外環(huán)短軸等于成品彎頭的外徑, 如圖2所示。然后將橢圓環(huán)形彎頭置于彎頭成 型模具的下模上。利用彎頭成型模具的上模對(duì) 截面為橢圓環(huán)形的彎頭進(jìn)行成型壓制.如圖3 所示。如果半成品彎頭的外徑等于成品彎頭外 徑時(shí),將半成品彎頭置于彎頭成型模具的下模 上,利用彎頭成型模具的上模對(duì)半成品彎頭進(jìn)行成型壓制,如圖3所示。

(6)脫模后切除兩端多余部分,得到成品 彎頭。
制造外徑相同。壁厚不同的四種規(guī) 格鈦彎頭,采用傳統(tǒng)推制成型方法和上述成型 方法所用成型模具的比較。對(duì)于以上四種規(guī)格的彎頭, 采用傳統(tǒng)彎頭成型工藝需要四種彎頭成型芯棒, 采用上述彎頭成型方法只需一種規(guī)格彎頭成型 芯棒(見圖4)及配套彎頭成型模。而在實(shí)際生 產(chǎn)中.外徑相同的彎頭,壁厚尺寸不僅限于以 上四種。采用傳統(tǒng)方法,芯棒不能通用,對(duì)于外徑相同。壁厚不同的彎頭,需配置不同規(guī)格 的彎頭芯棒,故其數(shù)量將會(huì)非常龐大;采用上 述方法將會(huì)使彎頭芯棒數(shù)量大大減少,即降低 了成本.又節(jié)約了更換彎頭芯棒的時(shí)間,提高 了生產(chǎn)效率。利用上述成型方法制造上述四種規(guī)格的鈦彎頭,符合HG/T3651—1999標(biāo)準(zhǔn)的四種規(guī)格的 鈦彎頭,其所用管坯料見表2。 使用外徑為4,102 nllll的芯棒,采用推制方 法生產(chǎn)表2所列四種規(guī)格的彎頭(見圖5)。
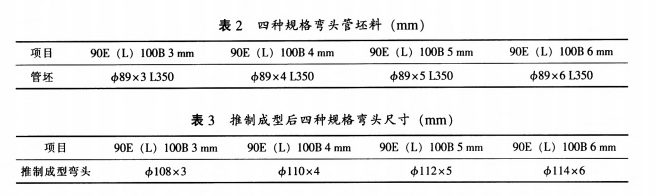
將以上推制成型彎頭平放,沿垂直于彎頭 曲率半徑方向?qū)⑵鋲褐瞥山孛鏋闄E圓環(huán)形的彎 頭,橢圓環(huán)的外環(huán)短軸為108 rltlnl,其中咖108 ITInl×3 mlrl彎頭可不用壓制。將截面為橢圓環(huán)形 的彎頭置于彎頭成型模具(見圖6)的下模上, 利用彎頭成型模具的上模對(duì)截面為橢圓環(huán)形的 彎頭進(jìn)行成型壓制、整型。脫模后切除兩端多 余部分,得90E(L)100B 3 mm、90E(L)100B 4 mm、90E(L)100B 5 mm、90E(L)100B 6 mill四 種規(guī)格的成品彎頭。 根據(jù)HG/r365l一1999標(biāo)準(zhǔn)對(duì)四種成品彎頭 的外觀及尺寸進(jìn)行檢驗(yàn).結(jié)果見表4。表4中彎 頭的最終尺寸檢測結(jié)果符合HG/T365l一1999標(biāo)準(zhǔn),且壁厚均勻,外觀無裂紋、褶皺、分層、 結(jié)疤等缺陷(見圖7)。

采用該方法可以在不更換芯棒的條件下制 造公稱直徑和曲率半徑相同、壁厚不同的彎頭. 解決了現(xiàn)有生產(chǎn)過程中需要根據(jù)彎頭壁厚、規(guī) 格頻繁更換芯棒,生產(chǎn)效率較低且模具數(shù)量較 大、成本較高的缺點(diǎn)。不僅能夠成倍減少推制 彎頭成型芯棒的數(shù)量,降低制造成本.而且通 過彎頭成型模具的二次成型,使彎頭形位公差 更易控制,在保證彎頭質(zhì)量的同時(shí)極大地提高 模具利用率及生產(chǎn)效率。