法蘭制造流程


-
這種三通就目前來說,是優選的設計,它具有結 構簡單、施工方便、安全經濟、就地取材、優質長壽、 檢驗容易等優點。其中最突出的是優質長壽。這一 點,可由青山熱電廠 5 # 機主汽母管上的焊制三通的 實例說明。青山熱電廠 5 # 機是在 1958 年安裝,當 時由于缺少鑄造三通,迫使使用焊制三通。
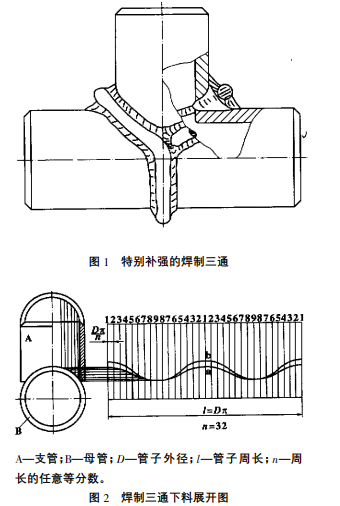
圖 1 為 這 個 三 通 的 結 構,母 管 與 支 管 均 為 12CrMoV 鋼,o273 X 22,焊縫由 o22 的 12CrMoV 圓條補強,與三通相聯接的管子規格均為與三通規格相 同。本三通自 1959 年投入運行以來,現已安全運行 了 26 年,累計運行時間為 20 X 104 h,每次大修對該 三通進行宏觀檢查,均未發現任何問題。證明了這 種三通只要制造工藝得當,即可達到優質長壽的目 的。為了推廣此工藝,特將制造這種三通的情況介 紹如下
1 、毛坯下料 母管長度等于 3 倍支管外徑,并車好坡口。
2、母管反變形 按本文 1.6.3 的方法進行。
3、樣板制作 圖 2 所示為等徑三通下料展開圖。首先畫出母 管與支管的側視圖,取 ! = 32,將1 / 4周長分為 8 等 分,按 1、2、3、4、5、6、7、8、9 的相應位置,連線至展開 圖的 " =!#,! = 32 的紙板之上,各交點連成曲線, 即得支管的展開樣板(圖 2 中的 a 曲線)。為使各部位的坡口橫切面基本相等,故 1 部位坡口為 45( 圖 3 中的 0 — A 切面),3 部位坡口為 30 (圖 3 中的 0 — B 切面),6 部位坡口為 l5( 圖 3 中的 0 — C 切面),9 部位不用開坡口(圖 3 中的 0 — D 切 面),故這些坡口構成圖中的 b 曲線(坡口樣板)
4、三通接頭制作 不論等徑三通或異徑三通,其支管均按圖 2 做 出樣板,下料磨光后,套在母管開洞的位置,手伸入 支管內沿圓周畫線,開孔后,按圖 3 各切面形狀加 工。支管和母管的焊接區各表面粗糙度均在 以 上,洞口內側圓周均磨成 R6 的圓角。
5、三通的最佳組合方法圖 4 所示的組合方法為實踐證明的最佳方法。 首先將支管放在水平臺上,再將母管對正在支管上, 母管兩端墊高,使接頭周圍均有 5 ~ 6 mm 的間隙。 這種角度偏小,間隙偏大的做法是根據實際經驗為 保證根部焊透、操作方便、焊縫橫切面小而決定。
6、焊接工藝這種方法有以下特點: a. 工件在焊接過程中,始終不動,免去不必要 的輔助工作。 b. 沒有點焊的工序,因而接頭少,產生缺陷的 可能性小。 c. 由于對稱焊接,故變形小且應力均勻。 d. 工效高。
該焊制三通在壁厚與所接管厚度相等的條件下 安全運行達 26 年,其接頭安全、長期運行的原因是 !" 有合理的對口標準; #" 有嚴格優選的焊接工藝和熱處理工藝; $" 整個工藝流程聯系十分緊密,使整個三通從 預熱至熱處理終結,其結構的任何部位的最低溫度 均大于 l20 C,克服了氫致裂紋和延遲裂紋以及拘 束應力過大等不利因素。使三通具有一個良好的原 始機體。 實際生產證明,只需鑄造三通及鍛造三通 l / l0 的制造費用,焊制三通就可獲得長期、安全運行的效 果。