技術支持
09MnNiD鋼鍛件低溫沖擊
更新時間??2021-04-27 13:03 閱讀
滄州信益專業生產銷售09MnNiD鋼材質法蘭和管件。
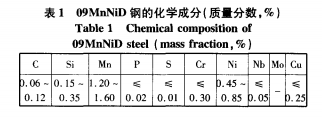
一、09MnNiD 鋼 是 在 碳 錳 鋼 的 基 礎 上 添 加 了 0.45% ~0.85%的鎳元素 ,從而改善鋼 的低溫 沖 擊韌性 ,使鋼在 一45一一70℃低溫范圍內仍保持 較高的強度和低溫韌性。因此 ,在低溫承壓設備 零件中得到了廣泛應用。
二、熱處理是鍛件生產過程中不可缺少 的關鍵工 序,合理正確的熱處理可以賦予鍛件優 良的綜合 力學性能 ,保證產品在服役條件下的安全可靠性。 在 09MnNiD鋼鍛件的生產過程 中,部分產 品的性 能熱處理需要進行外委處理 。回廠的鍛件在力學 性能測試過程 中,有時會出現低溫沖擊吸收功低 于標準規定值 ,且其數值波動幅度很大,產品的低 溫沖擊韌性不合格 ,影響了產品及時交貨。 我們對調質處理 后的 09MnNiD鋼鍛件力學 性能測試結果進行 了統計 ,對一些低 于標準規定 值 的低 溫 沖擊 功進 行 了初 步分 析,提 出 了提高 09MnNiD鋼鍛件低溫沖擊韌性的措施 。
三、與正火 +高溫 回火相 比,淬火 +高溫回火 的 調質處理可以使鍛件獲得更加優 質的強韌性 ,特 別是低溫沖擊韌性有較大的提高。 09MnNiD鋼鍛件調 質處理 的淬 火溫度宜采 用上限值(930~C~940~C)。淬火溫度高些 ,合金 元素在奧氏體中固溶的更充分 ,奧氏體也更均勻 , 相對可以提高奧氏體的穩定性。淬火冷卻介質選 用 自來水。為了提高淬火 的冷卻效果 ,在淬火 時 水溫應低于 30~C,并 且保持 冷卻水 的循 環和攪 拌。工件在水 中冷卻需要不斷地竄動 。冷卻出水 時的表面終冷溫度應低些 ,保證工件心部的組 織 轉變更加充分 。
四、為 生 產 出 優 質 的 09MnNiD鋼鍛件 ,應加強以下工序的質量控制 :
(1)提高鍛件用鋼 的純凈 度 ,減少鋼 中非金 屬夾雜物 ,嚴格 控制鋼中 P、S、Sn、Sb、As等有害 元素的含量 。
(2)鋼坯在鍛造 時要有 足夠的鍛造 比,充分 壓實壓透內部金屬 ,打碎鋼中的樹枝 晶組織和非 金屬夾雜物 ,并且 改善其分布形態。增加鍛件 內 部金屬的致密度 ,減少鍛件的內部缺陷。
(3)09MnNiD鋼鍛件鍛后應在 A。一A。,溫度 之間進行臨界間熱處理 ,改變鍛件用鋼 的晶粒大 小 、組織形態 、第二相大小及分布 ,提高鍛件經過 調質 處理后 的塑韌性 和 冷脆 抗力 。
(4)工件在調質淬火升溫加熱通過 A。~A 溫度區間時 ,需按熱處理爐的最大功率快速加熱 , 增加鋼在相變時的過熱度 ,提高奧氏體 的形核率 , 達到細化奧氏體晶粒的 目的。
(5)淬火冷卻水槽 要有足夠 的容量 ,并且需 要配備強烈攪拌和冷卻水的循環系統。當工件淬 火出爐后 ,把工件迅速淬入水中進行充分冷卻 ,使 鍛件 的組織進行充分轉變 ,使淬火轉變產物更加 細小均勻 。
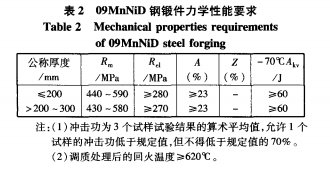
(6)工件淬火后及時裝爐 回火。09MnNiD鋼 鍛件 的回火溫度在 670~690~C之間 ,回火保 溫時 間按 (1.8~2.2)min/mm計算 確定。回火保溫出 爐后采取空冷 。 參
一、09MnNiD 鋼 是 在 碳 錳 鋼 的 基 礎 上 添 加 了 0.45% ~0.85%的鎳元素 ,從而改善鋼 的低溫 沖 擊韌性 ,使鋼在 一45一一70℃低溫范圍內仍保持 較高的強度和低溫韌性。因此 ,在低溫承壓設備 零件中得到了廣泛應用。
二、熱處理是鍛件生產過程中不可缺少 的關鍵工 序,合理正確的熱處理可以賦予鍛件優 良的綜合 力學性能 ,保證產品在服役條件下的安全可靠性。 在 09MnNiD鋼鍛件的生產過程 中,部分產 品的性 能熱處理需要進行外委處理 。回廠的鍛件在力學 性能測試過程 中,有時會出現低溫沖擊吸收功低 于標準規定值 ,且其數值波動幅度很大,產品的低 溫沖擊韌性不合格 ,影響了產品及時交貨。 我們對調質處理 后的 09MnNiD鋼鍛件力學 性能測試結果進行 了統計 ,對一些低 于標準規定 值 的低 溫 沖擊 功進 行 了初 步分 析,提 出 了提高 09MnNiD鋼鍛件低溫沖擊韌性的措施 。
三、與正火 +高溫 回火相 比,淬火 +高溫回火 的 調質處理可以使鍛件獲得更加優 質的強韌性 ,特 別是低溫沖擊韌性有較大的提高。 09MnNiD鋼鍛件調 質處理 的淬 火溫度宜采 用上限值(930~C~940~C)。淬火溫度高些 ,合金 元素在奧氏體中固溶的更充分 ,奧氏體也更均勻 , 相對可以提高奧氏體的穩定性。淬火冷卻介質選 用 自來水。為了提高淬火 的冷卻效果 ,在淬火 時 水溫應低于 30~C,并 且保持 冷卻水 的循 環和攪 拌。工件在水 中冷卻需要不斷地竄動 。冷卻出水 時的表面終冷溫度應低些 ,保證工件心部的組 織 轉變更加充分 。
四、為 生 產 出 優 質 的 09MnNiD鋼鍛件 ,應加強以下工序的質量控制 :
(1)提高鍛件用鋼 的純凈 度 ,減少鋼 中非金 屬夾雜物 ,嚴格 控制鋼中 P、S、Sn、Sb、As等有害 元素的含量 。
(2)鋼坯在鍛造 時要有 足夠的鍛造 比,充分 壓實壓透內部金屬 ,打碎鋼中的樹枝 晶組織和非 金屬夾雜物 ,并且 改善其分布形態。增加鍛件 內 部金屬的致密度 ,減少鍛件的內部缺陷。
(3)09MnNiD鋼鍛件鍛后應在 A。一A。,溫度 之間進行臨界間熱處理 ,改變鍛件用鋼 的晶粒大 小 、組織形態 、第二相大小及分布 ,提高鍛件經過 調質 處理后 的塑韌性 和 冷脆 抗力 。
(4)工件在調質淬火升溫加熱通過 A。~A 溫度區間時 ,需按熱處理爐的最大功率快速加熱 , 增加鋼在相變時的過熱度 ,提高奧氏體 的形核率 , 達到細化奧氏體晶粒的 目的。
(5)淬火冷卻水槽 要有足夠 的容量 ,并且需 要配備強烈攪拌和冷卻水的循環系統。當工件淬 火出爐后 ,把工件迅速淬入水中進行充分冷卻 ,使 鍛件 的組織進行充分轉變 ,使淬火轉變產物更加 細小均勻 。
(6)工件淬火后及時裝爐 回火。09MnNiD鋼 鍛件 的回火溫度在 670~690~C之間 ,回火保 溫時 間按 (1.8~2.2)min/mm計算 確定。回火保溫出 爐后采取空冷 。 參
- 上一篇:法蘭的密封面介紹及對照
- 下一篇:WB36材質法蘭的焊接

