技術支持
WB36材質法蘭的焊接
更新時間??2021-04-27 13:16 閱讀
滄州信益專業生產銷售WB36材質法蘭及管件,專業配管WB36管道焊接。
與以往碳鋼相比,WB36鋼在化學成分優化、常溫機械性能的等級上有很大提高,本文通過對WB36鋼 的焊接方法與熱處理參數的控制,制定科學合理的焊接工藝,大大提高了WB36鋼的可用性,并逐步替代一般碳鋼(目前 主要用于給水系統)。下面我們就生產中的經驗和相關數據與大家共同探討一下WB36高壓給水管道焊接工藝。
WB36是德國瓦瑞克·曼企業標準 號,在DIN標準中稱15NiCuMoNb5。 WB36在空淬熱處理后為貝氏體- 鐵素 體組織,屬于銅- 鎳- 鉬低合金熱強鋼, 該鋼加入了Cu用以提高回火后的強度, 但是銅元素具有赤熱脆性,因此加入 了比Cu多50%的Ni,不但消除了赤熱 脆性,還進一步提高了強度,尤其是 加入少量的鉬后,這種效果更好。
碳當量越大,金屬的焊接性愈差, WB36鋼的焊接性等級屬于Ⅲ級,具有 一定的冷裂紋傾向,而且高壓給水管 道管壁較厚、焊接殘余應力較大、容 易在焊層根部出現夾渣和應力開裂, 必須嚴格按照工藝規程進行焊前預熱、 焊后消除應力回火處理,方可獲得滿 意的焊接接頭。
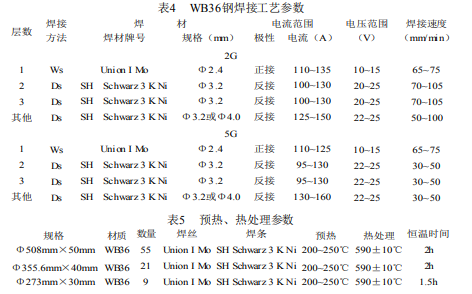
電廠建設中,高壓給水管道通常 采用氬弧焊+電焊聯焊的方式焊接,即 采用手工鎢極氬弧焊打底,手工焊條 電弧焊填充蓋面。焊絲采用Union I Mo, 規格為φ2.4mm;焊條采用SH Schwarz 3KNi,規格為φ3.2mm和φ4.0mm兩種。
焊前預熱→對口點固(手工氬弧 焊)→打底層焊接(手工氬弧焊)→ 填充蓋面(手工電弧焊,層間進行溫 度控制)→焊后熱處理。
焊前預熱可以防止冷卻速度過 大,對防止焊縫產生應力開裂、降低 接頭各區硬度和應力峰值以及提高韌性有好處。
根據焊接公司工藝卡(WD- 2.2 W1- 100),氬弧焊打底時預熱溫度取 100℃,溫度過高不利于焊工操作,在 仰焊位置容易出現內凹缺陷。電弧焊 填充時預熱溫度200~250℃,層間溫度 為200~350℃,需選擇適當的焊接參數, 以減少高溫停留時間,防止焊縫晶粒 粗化、造成焊縫機械性能變差。
第一,鈍邊厚度不超過2mm,以 防鐵水流動性差而造成根部未熔合。 第二,坡口及其內外兩側15~20mm 范圍內打磨至露出金屬光澤。
不得在管道上焊接任何臨時 支撐物,不得強行對口,以減少附加 應力。
對口方法是在坡口內側使用 定位塊點固焊口。用3~4塊鍥形塊(δ =16~25mm)點焊固定,點焊示意圖如 圖1。鍥形塊的材料亦為WB36材質, 且采用氬弧焊點固。
焊口對口后,必須經過焊接質 檢員(或焊接技術人員)檢查認可后, 才能進行氬弧焊打底焊接,且在打底 結束前,應留一處檢查孔,焊工用肉 眼認真檢查焊縫的根部,檢查確認無 缺陷后,方可繼續施焊。
管道焊口宜采用兩人同時對稱 施焊,兩人采用同樣的焊接規范,這 樣可以減少焊接時產生的焊接應力, 減少裂紋出現的概率。
熱處理使用柔性陶瓷電阻履帶 式加熱器。測溫方式采用鎧裝熱電偶 接觸測溫,熱電偶共兩個,對稱布置。
碳鋼相比,WB36的強度等級大大提高, 因此設計規格大大降低,因此也降低 了安裝難度,節約了材料,在使用成 本上降低了很多。 WB36鋼的焊接性優良,只要嚴格 遵守有關焊接工藝,就能確保優良的 焊接質量。 雖然WB36鋼焊接性尚好,但也有 一定的冷裂紋傾向,焊前必須進行預 熱,并保持一定的層間溫度,焊后及 時進行熱處理消應力方能得到滿意的 焊接接頭質量。
與以往碳鋼相比,WB36鋼在化學成分優化、常溫機械性能的等級上有很大提高,本文通過對WB36鋼 的焊接方法與熱處理參數的控制,制定科學合理的焊接工藝,大大提高了WB36鋼的可用性,并逐步替代一般碳鋼(目前 主要用于給水系統)。下面我們就生產中的經驗和相關數據與大家共同探討一下WB36高壓給水管道焊接工藝。
WB36是德國瓦瑞克·曼企業標準 號,在DIN標準中稱15NiCuMoNb5。 WB36在空淬熱處理后為貝氏體- 鐵素 體組織,屬于銅- 鎳- 鉬低合金熱強鋼, 該鋼加入了Cu用以提高回火后的強度, 但是銅元素具有赤熱脆性,因此加入 了比Cu多50%的Ni,不但消除了赤熱 脆性,還進一步提高了強度,尤其是 加入少量的鉬后,這種效果更好。
碳當量越大,金屬的焊接性愈差, WB36鋼的焊接性等級屬于Ⅲ級,具有 一定的冷裂紋傾向,而且高壓給水管 道管壁較厚、焊接殘余應力較大、容 易在焊層根部出現夾渣和應力開裂, 必須嚴格按照工藝規程進行焊前預熱、 焊后消除應力回火處理,方可獲得滿 意的焊接接頭。
電廠建設中,高壓給水管道通常 采用氬弧焊+電焊聯焊的方式焊接,即 采用手工鎢極氬弧焊打底,手工焊條 電弧焊填充蓋面。焊絲采用Union I Mo, 規格為φ2.4mm;焊條采用SH Schwarz 3KNi,規格為φ3.2mm和φ4.0mm兩種。
焊前預熱→對口點固(手工氬弧 焊)→打底層焊接(手工氬弧焊)→ 填充蓋面(手工電弧焊,層間進行溫 度控制)→焊后熱處理。
焊前預熱可以防止冷卻速度過 大,對防止焊縫產生應力開裂、降低 接頭各區硬度和應力峰值以及提高韌性有好處。
根據焊接公司工藝卡(WD- 2.2 W1- 100),氬弧焊打底時預熱溫度取 100℃,溫度過高不利于焊工操作,在 仰焊位置容易出現內凹缺陷。電弧焊 填充時預熱溫度200~250℃,層間溫度 為200~350℃,需選擇適當的焊接參數, 以減少高溫停留時間,防止焊縫晶粒 粗化、造成焊縫機械性能變差。
第一,鈍邊厚度不超過2mm,以 防鐵水流動性差而造成根部未熔合。 第二,坡口及其內外兩側15~20mm 范圍內打磨至露出金屬光澤。
不得在管道上焊接任何臨時 支撐物,不得強行對口,以減少附加 應力。
對口方法是在坡口內側使用 定位塊點固焊口。用3~4塊鍥形塊(δ =16~25mm)點焊固定,點焊示意圖如 圖1。鍥形塊的材料亦為WB36材質, 且采用氬弧焊點固。
焊口對口后,必須經過焊接質 檢員(或焊接技術人員)檢查認可后, 才能進行氬弧焊打底焊接,且在打底 結束前,應留一處檢查孔,焊工用肉 眼認真檢查焊縫的根部,檢查確認無 缺陷后,方可繼續施焊。
管道焊口宜采用兩人同時對稱 施焊,兩人采用同樣的焊接規范,這 樣可以減少焊接時產生的焊接應力, 減少裂紋出現的概率。
熱處理使用柔性陶瓷電阻履帶 式加熱器。測溫方式采用鎧裝熱電偶 接觸測溫,熱電偶共兩個,對稱布置。
碳鋼相比,WB36的強度等級大大提高, 因此設計規格大大降低,因此也降低 了安裝難度,節約了材料,在使用成 本上降低了很多。 WB36鋼的焊接性優良,只要嚴格 遵守有關焊接工藝,就能確保優良的 焊接質量。 雖然WB36鋼焊接性尚好,但也有 一定的冷裂紋傾向,焊前必須進行預 熱,并保持一定的層間溫度,焊后及 時進行熱處理消應力方能得到滿意的 焊接接頭質量。
- 上一篇:09MnNiD鋼鍛件低溫沖擊
- 下一篇:日標法蘭

