常見問題
堆焊管技術的應用
更新時間??2021-11-09 07:05 閱讀
滄州信益專業生產堆焊管,歡迎來電咨詢!
大型設備內壁易遭受腐蝕或磨損,故需堆焊耐 蝕層或耐磨層。這兩種方法都具有熔敷率高和稀 釋率低的特點,適合于平面或曲面堆焊,比如換熱 器管板和壓力容器。埋弧焊(SAW)應用極為頻繁,但 在高效生產和對稀釋率有限制要求的情況下,建議 采用電渣堆焊(ESW)。

電渣堆焊是在帶極埋弧堆焊基礎上發展起來 的,具有較高的熔敷效率。電渣堆焊是利用導電熔電渣堆焊是在帶極埋弧堆焊基礎上發展起來 的,具有較高的熔敷效率。電渣堆焊是利用導電熔。
與埋弧帶極堆焊相比,熔融電渣良好的熱導率 避免了電弧飛濺。焊劑的成分對熱導率、固化和粘性 等都有影響。為了提高大電流下的熔敷層厚度,焊劑 堿度和氟化物含量通常很高,使其具有較高的導電 性和較低的粘性。
電渣槽的溫度大約為2 300℃,形成了薄層的導 電液態熔渣,并能熱輻射。由于大量的熱量積累,采 用水冷夾鉗是非常有必要的。由于電流很大,所以EsW焊接機頭比帶極埋弧堆焊機頭重很多。

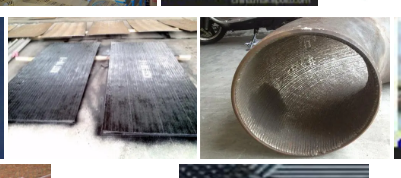
與帶極埋弧堆焊相比,ESW具有如下特點: (1)熔敷率提高了60%-80%。 (2)由于熔深很淺(大約10%一15%的稀釋率),只 有一半稀釋到母材中。 (3)焊接電壓低(24-26 V)。 (4)電流和電流密度大(60 rain寬焊帶通過電流 為l 000-1 250 A,相應電流密度為33-42 A/mm2),尤 其是高速焊劑允許焊接電流超過2 000 A,相應電流 密度為70 A/ram2。 (5)提高了焊接速度(50%-200%),導致覆蓋面積 提高。 (6)熱輸入量大致相同。 (7)焊劑燒損低(大約0.4-0.5 kg/kg)。 (8)ESW焊焊縫金屬的固化速率很低,有利于 氣孔逸出,減少氣孔缺陷。氧氣能夠從熔融的電渣 池中逸出到表面;堆焊層金屬表面相當干凈,從冶 金學角度看,減少了熱裂和晶間腐蝕傾向。 工業生產實際應用中,產品的焊縫表面相對基 體金屬,具有較高的熔敷率和較低的稀釋率是非常 重要的。帶極埋弧堆焊已經廣泛應用于表面大面積 堆焊,但是電渣堆焊技術正在逐漸占據主導地位。圖 2是意大利北部兩個工廠Sices和Ansaldo-Camozzi應 用帶極堆焊的實際情況。
根據ASME規范的第Ⅸ卷進行了工藝評定 (PQR),結果表明新型焊劑顯著改善焊接質量。焊接 工藝評定測試項目為:(1)目測一尺寸控制;(2)超聲 波測試;(3)滲透測試PT;(4)化學成分分析;(5)剝層 測試。 針對加氫脫硫反應器堆焊層進行工藝評定試 驗,反應器根據ASME規范第Ⅷ卷第一部分和壓 力容器發展指南PED 97/23/CE設計。基體材料: ASTM SA387 Gr.11 C12;焊接方法:SAW;焊接材 料:ESAB 0K Flux 10.62+Autrod 13.10 SC(AWS A5.23 EB 2R,焊絲雜質含量低)。
該換熱器結構中,有兩種不同的材料焊接。殼 體材料是低合金鍛件SA508-3a。工件焊后熱處理 25 h,須滿足R。>一620 MPa,-29℃低溫沖擊韌性Aw 達到27 J。圓筒底部厚度變化范圍從240 mm逐漸 變化到120 IIlm,再到殼體厚度90 mm最后形成封 頭。考慮到厚度因素,所有縱向和橫向焊縫均采用 SAW窄間隙單絲和雙絲焊,焊接材料為ESAB OK FluxlO.62/OK AutrodN 13.40。在該應用實例中,大 型桶包裝的焊絲經濟實惠,280 kg桶裝焊絲可以連續焊接整條焊縫,避免了頻繁更換焊絲,如圖6所 示。先前采用100 kg包裝的焊絲,同30 kg盤狀焊 絲相比節省了3次換絲的時間,并且采用了ESAB 公司專門設計的圓形龍門式焊接設備。換熱器內部 層板采用n羰鋼,厚度達到50mm。SAW采用的是 OK}lux 10.62/OK Autrod 12.24。厚度為640咖的 熱風管內,開有25000個孔的管板和INCONEL 690 管子采用TIC焊接,不需要填絲。遠離接頭部位的 部分位置需要表面堆焊一層耐蝕層。堆焊采用SAW 帶極堆焊.焊帶尺寸為60 mmx0.5 nUll。焊接方式如 下:0K nUX 10.05焊劑和OK BandN 309L焊帶堆 焊第一層,然后采用OK BandN 308L堆焊余下層。
在過去幾年里,ESAB一直為Ansaldo—Camozzi 公司提供大量焊接設備: (1)三臺埋弧自動焊專機,專門焊接人孑L(最小 直徑260mm/1 350mm)。該專機特別安裝了一套焊接 變為機,保證船刪位置焊接。 (2)SAW/ESW焊接系統,并在機頭卜配置專用 焊槍和高度自動跟蹤器(焊帶伸出長度保持不變), 100%整流器l 600M46V。 (3)傳統的環形焊縫帶極堆焊機頭(30 mm焊帶) 能夠堆焊所有圓形筒體,速度為340 mm/min。 (4)配備DC/AC型的HNG-T埋弧焊設備可滿 足厚壁簡體(最大厚度350mm)的窄間隙焊,每層焊 縫焊兩道。焊接機頭安裝有兩個直的扁焊槍,依靠特 殊的運動學機理進行關節控制。 (5)雙向自動跟蹤系統,可正確測量水平和垂直 兩個方向的距離。 ESAB公司客服各種困難和需求,同SICES和 Ansaldo—Camozzi公司建立了良好的合作關系。兩家 公司均期望能更加緊密的合作。
大型設備內壁易遭受腐蝕或磨損,故需堆焊耐 蝕層或耐磨層。這兩種方法都具有熔敷率高和稀 釋率低的特點,適合于平面或曲面堆焊,比如換熱 器管板和壓力容器。埋弧焊(SAW)應用極為頻繁,但 在高效生產和對稀釋率有限制要求的情況下,建議 采用電渣堆焊(ESW)。
電渣堆焊是在帶極埋弧堆焊基礎上發展起來 的,具有較高的熔敷效率。電渣堆焊是利用導電熔電渣堆焊是在帶極埋弧堆焊基礎上發展起來 的,具有較高的熔敷效率。電渣堆焊是利用導電熔。
與埋弧帶極堆焊相比,熔融電渣良好的熱導率 避免了電弧飛濺。焊劑的成分對熱導率、固化和粘性 等都有影響。為了提高大電流下的熔敷層厚度,焊劑 堿度和氟化物含量通常很高,使其具有較高的導電 性和較低的粘性。
電渣槽的溫度大約為2 300℃,形成了薄層的導 電液態熔渣,并能熱輻射。由于大量的熱量積累,采 用水冷夾鉗是非常有必要的。由于電流很大,所以EsW焊接機頭比帶極埋弧堆焊機頭重很多。
與帶極埋弧堆焊相比,ESW具有如下特點: (1)熔敷率提高了60%-80%。 (2)由于熔深很淺(大約10%一15%的稀釋率),只 有一半稀釋到母材中。 (3)焊接電壓低(24-26 V)。 (4)電流和電流密度大(60 rain寬焊帶通過電流 為l 000-1 250 A,相應電流密度為33-42 A/mm2),尤 其是高速焊劑允許焊接電流超過2 000 A,相應電流 密度為70 A/ram2。 (5)提高了焊接速度(50%-200%),導致覆蓋面積 提高。 (6)熱輸入量大致相同。 (7)焊劑燒損低(大約0.4-0.5 kg/kg)。 (8)ESW焊焊縫金屬的固化速率很低,有利于 氣孔逸出,減少氣孔缺陷。氧氣能夠從熔融的電渣 池中逸出到表面;堆焊層金屬表面相當干凈,從冶 金學角度看,減少了熱裂和晶間腐蝕傾向。 工業生產實際應用中,產品的焊縫表面相對基 體金屬,具有較高的熔敷率和較低的稀釋率是非常 重要的。帶極埋弧堆焊已經廣泛應用于表面大面積 堆焊,但是電渣堆焊技術正在逐漸占據主導地位。圖 2是意大利北部兩個工廠Sices和Ansaldo-Camozzi應 用帶極堆焊的實際情況。
根據ASME規范的第Ⅸ卷進行了工藝評定 (PQR),結果表明新型焊劑顯著改善焊接質量。焊接 工藝評定測試項目為:(1)目測一尺寸控制;(2)超聲 波測試;(3)滲透測試PT;(4)化學成分分析;(5)剝層 測試。 針對加氫脫硫反應器堆焊層進行工藝評定試 驗,反應器根據ASME規范第Ⅷ卷第一部分和壓 力容器發展指南PED 97/23/CE設計。基體材料: ASTM SA387 Gr.11 C12;焊接方法:SAW;焊接材 料:ESAB 0K Flux 10.62+Autrod 13.10 SC(AWS A5.23 EB 2R,焊絲雜質含量低)。
該換熱器結構中,有兩種不同的材料焊接。殼 體材料是低合金鍛件SA508-3a。工件焊后熱處理 25 h,須滿足R。>一620 MPa,-29℃低溫沖擊韌性Aw 達到27 J。圓筒底部厚度變化范圍從240 mm逐漸 變化到120 IIlm,再到殼體厚度90 mm最后形成封 頭。考慮到厚度因素,所有縱向和橫向焊縫均采用 SAW窄間隙單絲和雙絲焊,焊接材料為ESAB OK FluxlO.62/OK AutrodN 13.40。在該應用實例中,大 型桶包裝的焊絲經濟實惠,280 kg桶裝焊絲可以連續焊接整條焊縫,避免了頻繁更換焊絲,如圖6所 示。先前采用100 kg包裝的焊絲,同30 kg盤狀焊 絲相比節省了3次換絲的時間,并且采用了ESAB 公司專門設計的圓形龍門式焊接設備。換熱器內部 層板采用n羰鋼,厚度達到50mm。SAW采用的是 OK}lux 10.62/OK Autrod 12.24。厚度為640咖的 熱風管內,開有25000個孔的管板和INCONEL 690 管子采用TIC焊接,不需要填絲。遠離接頭部位的 部分位置需要表面堆焊一層耐蝕層。堆焊采用SAW 帶極堆焊.焊帶尺寸為60 mmx0.5 nUll。焊接方式如 下:0K nUX 10.05焊劑和OK BandN 309L焊帶堆 焊第一層,然后采用OK BandN 308L堆焊余下層。
在過去幾年里,ESAB一直為Ansaldo—Camozzi 公司提供大量焊接設備: (1)三臺埋弧自動焊專機,專門焊接人孑L(最小 直徑260mm/1 350mm)。該專機特別安裝了一套焊接 變為機,保證船刪位置焊接。 (2)SAW/ESW焊接系統,并在機頭卜配置專用 焊槍和高度自動跟蹤器(焊帶伸出長度保持不變), 100%整流器l 600M46V。 (3)傳統的環形焊縫帶極堆焊機頭(30 mm焊帶) 能夠堆焊所有圓形筒體,速度為340 mm/min。 (4)配備DC/AC型的HNG-T埋弧焊設備可滿 足厚壁簡體(最大厚度350mm)的窄間隙焊,每層焊 縫焊兩道。焊接機頭安裝有兩個直的扁焊槍,依靠特 殊的運動學機理進行關節控制。 (5)雙向自動跟蹤系統,可正確測量水平和垂直 兩個方向的距離。 ESAB公司客服各種困難和需求,同SICES和 Ansaldo—Camozzi公司建立了良好的合作關系。兩家 公司均期望能更加緊密的合作。
- 上一篇:磨輥耐磨層的堆焊技術
- 下一篇:加熱溫度高合金耐磨鑄鐵耐磨

