公司新聞
法蘭鍛件UT檢驗(yàn)
更新時(shí)間??2021-04-01 09:59 閱讀
法蘭的鍛造工藝流程
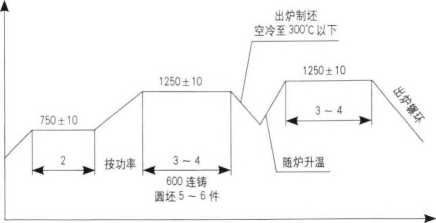
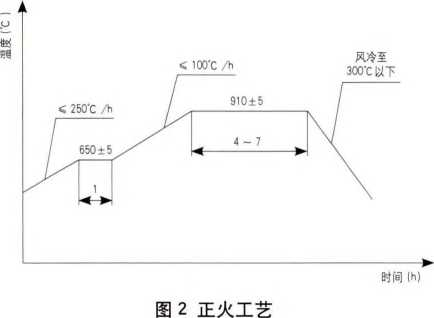
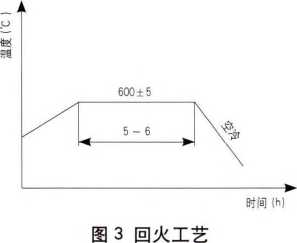
由于法蘭工作環(huán)境為野外,長(zhǎng)期在65 ~ 85m高 處經(jīng)受拉伸.彎曲及剪切等作用力.所以法蘭一般需 要鍛造生產(chǎn)。鍛造能消除金屬在冶煉過(guò)程中產(chǎn)生的鑄 態(tài)疏松等缺陷.優(yōu)化微觀組織結(jié)構(gòu).同時(shí)保存了完 整的金屬流線。該法蘭的鍛造工藝流程為:下料一鐓粗一平整一滾圓一沖孔一平整一輾環(huán)。材料牌號(hào) 為Q345E-Z35;材料規(guī)格為<A600mm連鑄坯,■下料 長(zhǎng)度為1646mm,下料重量為3654kg:材料利用率為 93.3%,沖孔直徑為0 280mm。加熱工藝如圖1所示。 法蘭鍛后熱處理工藝流程 熱處理方法為正火和回火。正火的主要目的是使 晶粒細(xì)化和碳化物分布均勻化,改善鋼的性能.獲得 接近平衡狀態(tài)的組織。回火的目的是減小或消除工件 的內(nèi)應(yīng)力,降低鋼的脆性.使工件獲得較好的強(qiáng)度. 韌性塑性、彈性等綜合力學(xué)性能。本例法蘭正火工 藝如圖2所示.回火工藝如圖3所示。
法蘭經(jīng)鍛造及熱處理后硬度.拉伸.沖擊、晶粒 度、UT檢驗(yàn)等均達(dá)到用戶要求。
焊接后法蘭出現(xiàn)的問(wèn)題
B公司對(duì)A公司交付的16套、144片法蘭進(jìn)行焊接.經(jīng)焊縫UT檢驗(yàn),其中5片法蘭超標(biāo),缺陷 位于法蘭熱影響區(qū)內(nèi)(法蘭鍛件UT合格),為弄清 法蘭焊后UT探傷超標(biāo)問(wèn)題.供需雙方確定對(duì)超標(biāo) 的一片法蘭進(jìn)行破壞分析.法蘭編號(hào)ZH-LC-JF- MF5a—09,材料Q345E—Z35.生產(chǎn)廠家及爐號(hào)已知。 問(wèn)題法蘭缺陷位置
為確定缺陷位置.在法蘭下端面(法蘭脖頸對(duì)面) 進(jìn)行探傷檢驗(yàn).用010mm雙晶探頭.頻率4MHz. 發(fā)現(xiàn)在法蘭高M(jìn)Omm處.有一條沿圓周A ~B方向 連續(xù)條狀缺陷.長(zhǎng)約1300mm,深度6 ~ 20mm,如 圖4所示。C點(diǎn)有一單點(diǎn)缺陷,與A、B缺陷相同;
⑴法蘭在焊接前.要充分預(yù)熱(建議增加預(yù)熱火 焰數(shù)量).初始焊接應(yīng)采用小電流、薄焊層,縮小法 蘭與焊縫之間的溫度差:焊后緩冷.避免焊道在風(fēng)口 處冷卻或采取保護(hù)措施。
⑵法蘭材料要嚴(yán)格控制純凈度.圓鋼需嚴(yán)格控制 一般疏松.點(diǎn)狀疏松,尤其是提高圓鋼邊緣純凈度. 在冶煉過(guò)程中,應(yīng)對(duì)真空脫氣工序調(diào)整工藝參數(shù)并需 嚴(yán)格控制。
D點(diǎn)有一單點(diǎn)缺陷.4 2mm,位于法蘭端面,距離內(nèi) 徑80mm處.深度6 ~ 15mm。C、D點(diǎn)缺陷如圖5 所示。
由于法蘭工作環(huán)境為野外,長(zhǎng)期在65 ~ 85m高 處經(jīng)受拉伸.彎曲及剪切等作用力.所以法蘭一般需 要鍛造生產(chǎn)。鍛造能消除金屬在冶煉過(guò)程中產(chǎn)生的鑄 態(tài)疏松等缺陷.優(yōu)化微觀組織結(jié)構(gòu).同時(shí)保存了完 整的金屬流線。該法蘭的鍛造工藝流程為:下料一鐓粗一平整一滾圓一沖孔一平整一輾環(huán)。材料牌號(hào) 為Q345E-Z35;材料規(guī)格為<A600mm連鑄坯,■下料 長(zhǎng)度為1646mm,下料重量為3654kg:材料利用率為 93.3%,沖孔直徑為0 280mm。加熱工藝如圖1所示。 法蘭鍛后熱處理工藝流程 熱處理方法為正火和回火。正火的主要目的是使 晶粒細(xì)化和碳化物分布均勻化,改善鋼的性能.獲得 接近平衡狀態(tài)的組織。回火的目的是減小或消除工件 的內(nèi)應(yīng)力,降低鋼的脆性.使工件獲得較好的強(qiáng)度. 韌性塑性、彈性等綜合力學(xué)性能。本例法蘭正火工 藝如圖2所示.回火工藝如圖3所示。
法蘭經(jīng)鍛造及熱處理后硬度.拉伸.沖擊、晶粒 度、UT檢驗(yàn)等均達(dá)到用戶要求。
焊接后法蘭出現(xiàn)的問(wèn)題
B公司對(duì)A公司交付的16套、144片法蘭進(jìn)行焊接.經(jīng)焊縫UT檢驗(yàn),其中5片法蘭超標(biāo),缺陷 位于法蘭熱影響區(qū)內(nèi)(法蘭鍛件UT合格),為弄清 法蘭焊后UT探傷超標(biāo)問(wèn)題.供需雙方確定對(duì)超標(biāo) 的一片法蘭進(jìn)行破壞分析.法蘭編號(hào)ZH-LC-JF- MF5a—09,材料Q345E—Z35.生產(chǎn)廠家及爐號(hào)已知。 問(wèn)題法蘭缺陷位置
為確定缺陷位置.在法蘭下端面(法蘭脖頸對(duì)面) 進(jìn)行探傷檢驗(yàn).用010mm雙晶探頭.頻率4MHz. 發(fā)現(xiàn)在法蘭高M(jìn)Omm處.有一條沿圓周A ~B方向 連續(xù)條狀缺陷.長(zhǎng)約1300mm,深度6 ~ 20mm,如 圖4所示。C點(diǎn)有一單點(diǎn)缺陷,與A、B缺陷相同;
⑴法蘭在焊接前.要充分預(yù)熱(建議增加預(yù)熱火 焰數(shù)量).初始焊接應(yīng)采用小電流、薄焊層,縮小法 蘭與焊縫之間的溫度差:焊后緩冷.避免焊道在風(fēng)口 處冷卻或采取保護(hù)措施。
⑵法蘭材料要嚴(yán)格控制純凈度.圓鋼需嚴(yán)格控制 一般疏松.點(diǎn)狀疏松,尤其是提高圓鋼邊緣純凈度. 在冶煉過(guò)程中,應(yīng)對(duì)真空脫氣工序調(diào)整工藝參數(shù)并需 嚴(yán)格控制。
D點(diǎn)有一單點(diǎn)缺陷.4 2mm,位于法蘭端面,距離內(nèi) 徑80mm處.深度6 ~ 15mm。C、D點(diǎn)缺陷如圖5 所示。
